構(gòu)設(shè)計(jì)公司")
根據(jù)您提供的內(nèi)容,,**引弧板焊接要求主要包括設(shè)置位置,、尺寸,、材料選擇及坡口處理等**,。引弧板在鋼結(jié)構(gòu)箱體焊接中扮演著至關(guān)重要的角色,其質(zhì)量直接關(guān)系到整個(gè)焊縫的質(zhì)量和結(jié)構(gòu)的安全性,。以下是關(guān)于引弧板焊接要求的相關(guān)介紹:,,,1. **引弧板設(shè)置位置**:在焊接前,,必須在焊道兩端正確設(shè)置引弧板和引出板。這是保證焊接質(zhì)量的重要工藝措施,,特別是在起弧和熄弧處,。,,,2. **引弧板尺寸與材料**:引弧板和引出板的設(shè)置尺寸應(yīng)符合相關(guān)標(biāo)準(zhǔn)規(guī)定,,例如埋弧焊的引、熄弧板零件長(zhǎng)度和寬度,,以及引,、熄弧板厚度應(yīng)與被焊工件相同。引弧板的材料也應(yīng)與母材相匹配(坡口形式為單面坡口),。,,,3. **坡口處理**:引弧板和引出板坡口角度與母材相同,,確保了焊接過(guò)程中能量的有效傳遞,。這一點(diǎn)對(duì)于防止焊接缺陷,如夾渣,、未熔合和焊不補(bǔ)透等,,尤為重要。,,,,4. **焊接環(huán)境與設(shè)備**:在焊接過(guò)程中,應(yīng)保持焊接環(huán)境的穩(wěn)定,,避免因環(huán)境因素引起的焊接質(zhì)量問題,。使用正確的焊接設(shè)備,,如氣體保護(hù)焊和埋弧自動(dòng)焊,也有助于提高焊接質(zhì)量和效率,。,,,5. **焊接操作規(guī)范**:焊接操作應(yīng)嚴(yán)格遵守相關(guān)規(guī)程和標(biāo)準(zhǔn),,包括焊接參數(shù)的選擇,、電流電壓的控制以及焊接速度的調(diào)節(jié),以確保焊接接頭的質(zhì)量滿足設(shè)計(jì)要求,。,,,引弧板焊接要求是確保鋼結(jié)構(gòu)箱體焊接質(zhì)量的關(guān)鍵因素,。通過(guò)遵循這些要求,,可以有效預(yù)防焊接缺陷,提升焊接接頭的性能,,從而保障整個(gè)結(jié)構(gòu)的安全性和可靠性,。
鋼結(jié)構(gòu)箱體引弧板焊接要求
在鋼結(jié)構(gòu)箱體的焊接過(guò)程中,引弧板的使用和焊接要求非常重要,,以確保焊接質(zhì)量和結(jié)構(gòu)的安全性,。以下是具體的焊接要求:
1. 引弧板的作用
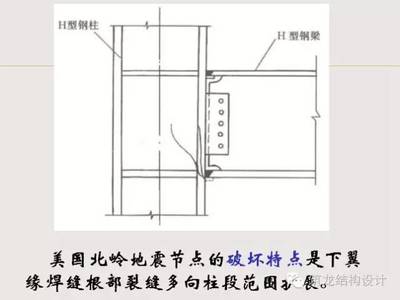
- 避免未熔合:引弧板可以避免焊縫在引弧和熄弧處出現(xiàn)未熔合現(xiàn)象,提高焊縫的完整性,。
- 減少缺陷:使用引弧板可以減少氣孔,、夾渣等焊接缺陷的出現(xiàn)。
2. 引弧板的材料選擇
- 材料匹配:引弧板的材質(zhì)應(yīng)與母材一致,,以確保焊接性能的一致性,。如果焊縫對(duì)接處有板厚差,引弧板厚度應(yīng)與較薄板厚的母材一致,。
- 耐高溫,、耐腐蝕:引弧板材料需要具有耐高溫、耐腐蝕,、導(dǎo)電性好的性能,,常用的材料有不銹鋼、鐵鉻鋁等合金,。
3. 引弧板的尺寸和形狀
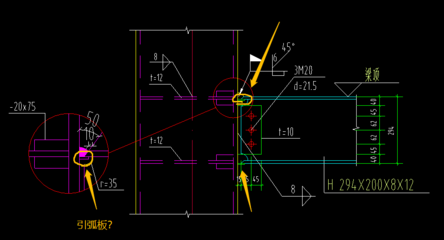
- 尺寸要求:引弧板的尺寸通常為120mm x 120mm,,厚度與母材一致(允許偏差±1mm)。
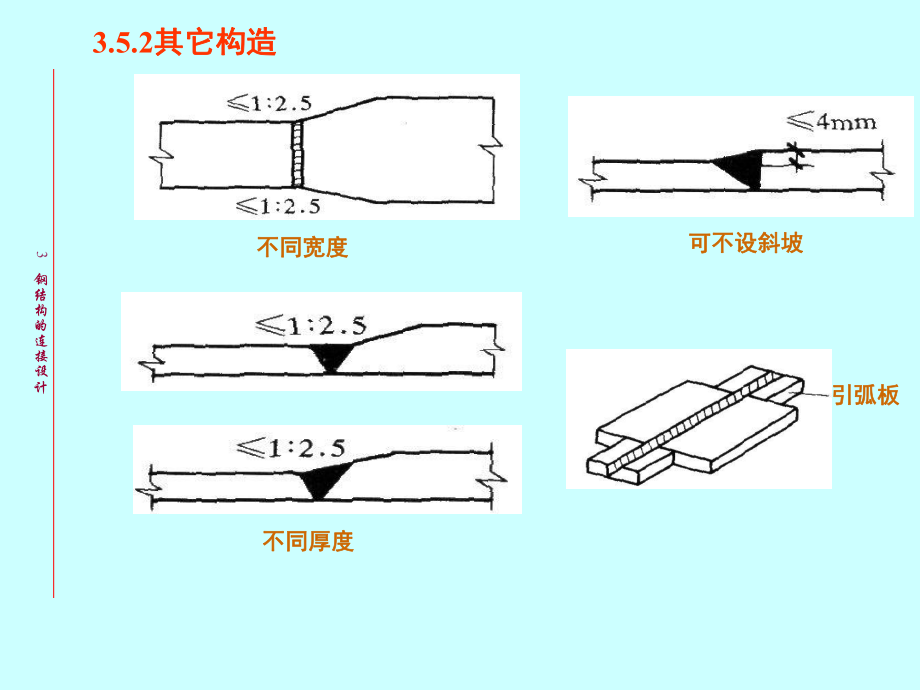
- 坡口要求:引弧板應(yīng)開有與母材相同的坡口,,以確保焊接質(zhì)量,。
- 特殊位置:對(duì)于特殊位置的引弧板,如箱型構(gòu)件的側(cè)板拼接,,引弧板的長(zhǎng)度和形狀應(yīng)符合具體的設(shè)計(jì)要求,。
4. 焊接位置選擇
- 電氣接口位置:焊接位置需要考慮電氣接口的位置,,以確保引弧板在使用過(guò)程中的穩(wěn)定性和可靠性。
- 熱脹冷縮:焊接位置應(yīng)考慮熱脹冷縮等因素,,避免因溫度變化導(dǎo)致的應(yīng)力集中,。
5. 焊接工藝
- 焊接方法:引弧板的焊接通常采用氬弧焊和激光焊等工藝。選擇焊接工藝時(shí),,需要根據(jù)材料,、厚度等因素進(jìn)行具體的考慮和選擇。
- 焊接參數(shù):焊接前應(yīng)選擇合適的焊接工藝參數(shù),,如焊條直徑,、焊接電流、焊接速度,、焊接電弧長(zhǎng)度等,,通過(guò)焊接工藝試驗(yàn)驗(yàn)證。
- 焊縫質(zhì)量:焊縫的密實(shí)性,、焊縫表面的平整度和光潔度,、焊接邊沿的溶脹度等都是焊接質(zhì)量的重要指標(biāo)。
6. 焊后處理
- 引弧板切除:焊后應(yīng)正確切除引弧板,,用氣割將引弧板割除,,且留根2-3mm,。絕不允許割傷母材,,更不允許強(qiáng)行用機(jī)械力將引弧板折斷去除。
- 檢查:焊縫完成后應(yīng)進(jìn)行焊縫檢查,,確保焊縫質(zhì)量符合設(shè)計(jì)要求,。
總結(jié)
引弧板作為鋼結(jié)構(gòu)箱體焊接中的重要部件,其焊接質(zhì)量和穩(wěn)定性至關(guān)重要,。焊接要求包括材料選擇,、焊接位置選擇、焊接工藝和質(zhì)量要求等方面,,需要在實(shí)踐中進(jìn)行充分的驗(yàn)證和檢驗(yàn),。同時(shí),還需要在生產(chǎn)制造過(guò)程中注重質(zhì)量管理和控制,,確保引弧板的質(zhì)量和性能符合要求,。

引弧板焊接質(zhì)量檢測(cè)標(biāo)準(zhǔn)
鋼結(jié)構(gòu)箱體焊接缺陷預(yù)防措施
鋼結(jié)構(gòu)箱體焊接工藝優(yōu)化方案
引弧板材料耐高溫性能測(cè)試